Blog
- Home
- Blog
Advanced Cleanroom Overhead Crane Solutions: Precision Lifting for Controlled Environments
In semiconductor, biotech, aerospace, and electronics industries, cleanroom environment determines product yield and safety. Traditional overhead crane systems often fail these strict requirements. Grease evaporation and metal wear can contaminate sensitive production areas. This article explores cleanroom overhead crane technology and design standards. HSCRANE defines new industry benchmarks through continuous technical innovation.
Core Challenges and Technical Demands of Cleanroom Overhead Crane
Strict Environmental Class Limits
Cleanrooms follow ISO 14644 standards for air purity. Classes from ISO 8 to ISO 5 strictly limit suspended particles. This means the overhead crane must achieve zero pollution during operation.

Analysis of Traditional Contamination Sources
●Mechanical Friction: Metal particles from wire ropes, drums, and wheels.
●Lubrication Leaks: Oil seepage from gearboxes or grease evaporation.
●Coating Flaking: Conventional paint oxidizing or peeling in chemical environments.

Technical Highlights of Cleanroom Overhead Crane Solutions
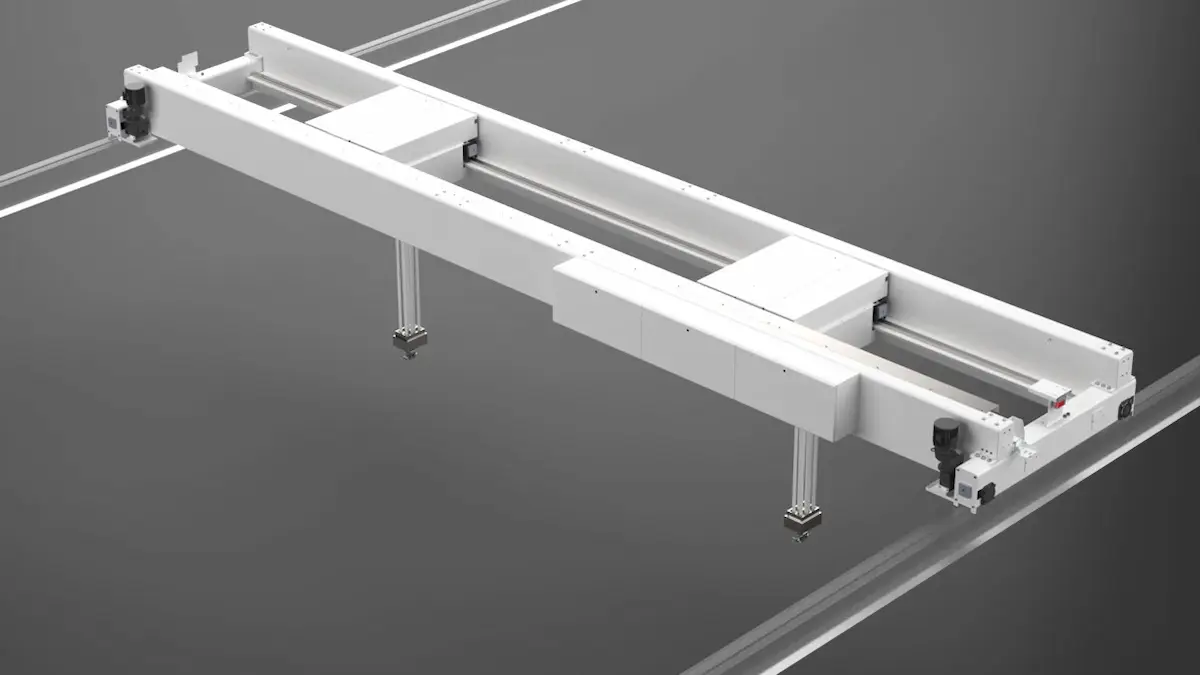
Structural Design: Minimalism and Dust Prevention
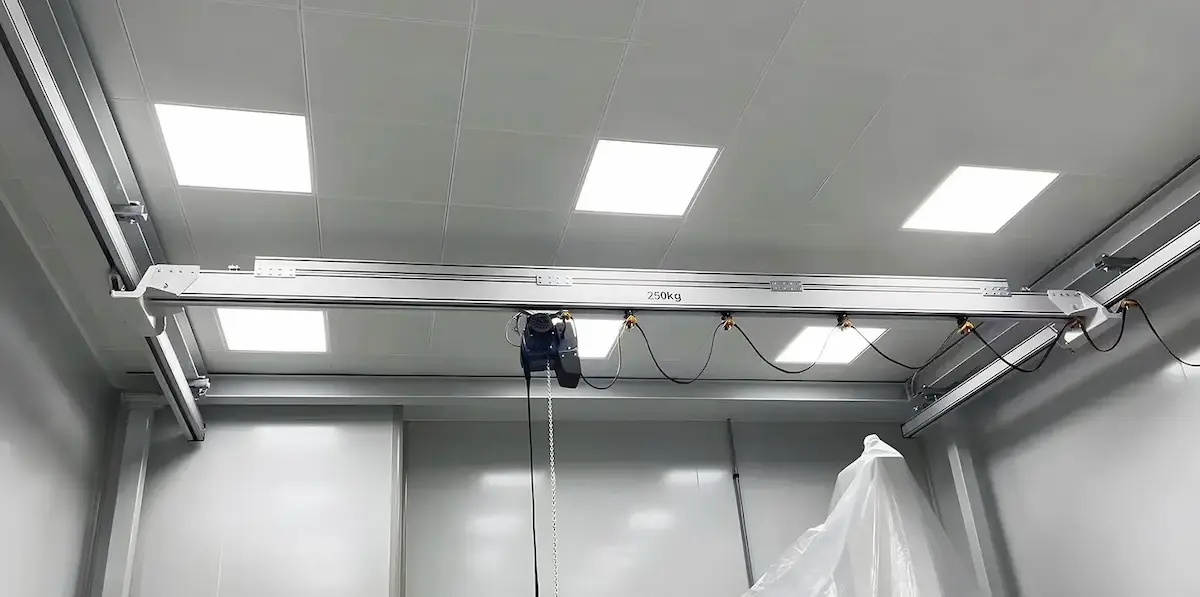
HSCRANE cleanroom overhead crane uses closed box girders or stainless steel structures. Special polishing or electrostatic epoxy coating prevents dust accumulation. These surfaces are very easy to clean and maintain.
Drive System: Fully Enclosed and Low Wear
●Clean Lifting: High-strength polyester flat belts replace traditional wire ropes. We also offer fully enclosed stainless steel chains.
●Three-in-One Drive: Motors, gearboxes, and brakes use integrated enclosed designs. IP55 sealing ratings effectively prevent oil leakage.

Electrical System: Flexible and Anti-Interference
Stainless steel control cabinets meet all cleanliness specifications. Variable Frequency Drive (VFD) technology ensures smooth starts and stops. This stability reduces air turbulence caused by load swinging.

Core Advantages: Why Choose HSCRANE
As a pioneer in clean lifting, the HSCRANE cleanroom overhead crane offers five core advantages:
●Superior Material Science: We are material experts, not just equipment manufacturers. HSCRANE uses SUS304/316L stainless steel and high-performance engineering plastics. These materials eliminate rust and corrosion risks at the source.
●Original Waste Collection System: HSCRANE equips key parts with active debris capture devices. Dust collection cups under hook groups and rope guides prevent particles from falling. This ensures your production line remains completely uncontaminated.
●Maximum Space Utilization: Cleanroom construction and air exchange costs are extremely high. HSCRANE uses low-headroom designs to provide maximum effective lifting height. This saves valuable space in restricted environments.
Intelligent Safety Redundancy:
1.Load Display and Overload Protection: Real-time monitoring ensures the safety of precision experimental equipment.
2.Anti-Sway Technology: Electronic anti-sway systems ensure precise travel paths. This avoids collisions with cleanroom walls.
●Global Standard Compliance: Our products strictly follow ISO 14644-1 and DIN EN 13001 standards. They meet FDA compliance requirements and easily pass third-party cleanliness certifications.

Application Scenarios: Empowering High-Tech Industries
●Semiconductor and Solar: HSCRANE provides micron-level positioning for wafer handling. Optional ESD protection prevents static interference during transport.
●Biotech and Food: Equipment surfaces resist corrosion from VHP sterilization. Our designs fully comply with strict GMP certification requirements.
●Laboratory and Medical: Silent operation under 60dB ensures focus for researchers. It is ideal for precision instrument assembly lines.

Maintenance: Sustaining Clean Performance
Professional life-cycle management keeps your overhead crane performing well:
●Regular Wiping: Use anhydrous ethanol for routine surface cleaning.
●Sealing Checks: Inspect gearbox seals quarterly for complete integrity.
●Belt Replacement: Fiber belts are easier to replace without oily residue.

n today’s pursuit of extreme production environments, cranes are no longer just heavy tools. They are a vital part of precision production lines. HSCRANE cleanroom overhead crane solutions focus on innovative engineering designs. We help companies achieve efficient production in “zero-pollution” environments.
If you are planning a cleanroom or upgrading lifting equipment, contact us. The HSCRANE engineer team provides full life-cycle services for your project. We offer everything from scheme design and selection to installation.
[Click to contact HSCRANE technical team]
This document is for reference only. Specific operations must strictly comply with local laws and regulations and equipment manuals.
Recent Post


